



'96 Mustang Cobra IMRC Delete
This page documents how to do an IMRC delete. First thing I have to do is give a lot of credit to David Simmons for his explanation at: http://home.flash.net/~ivc1/cobra/imrcdel.html.
If you are interested in the documentation of my entire project, you can go here http://www.classictiger.com/mustang/IAT-IMRC/IAT-IMRC.htm. If your IRMC plates are out, then you can just start here.
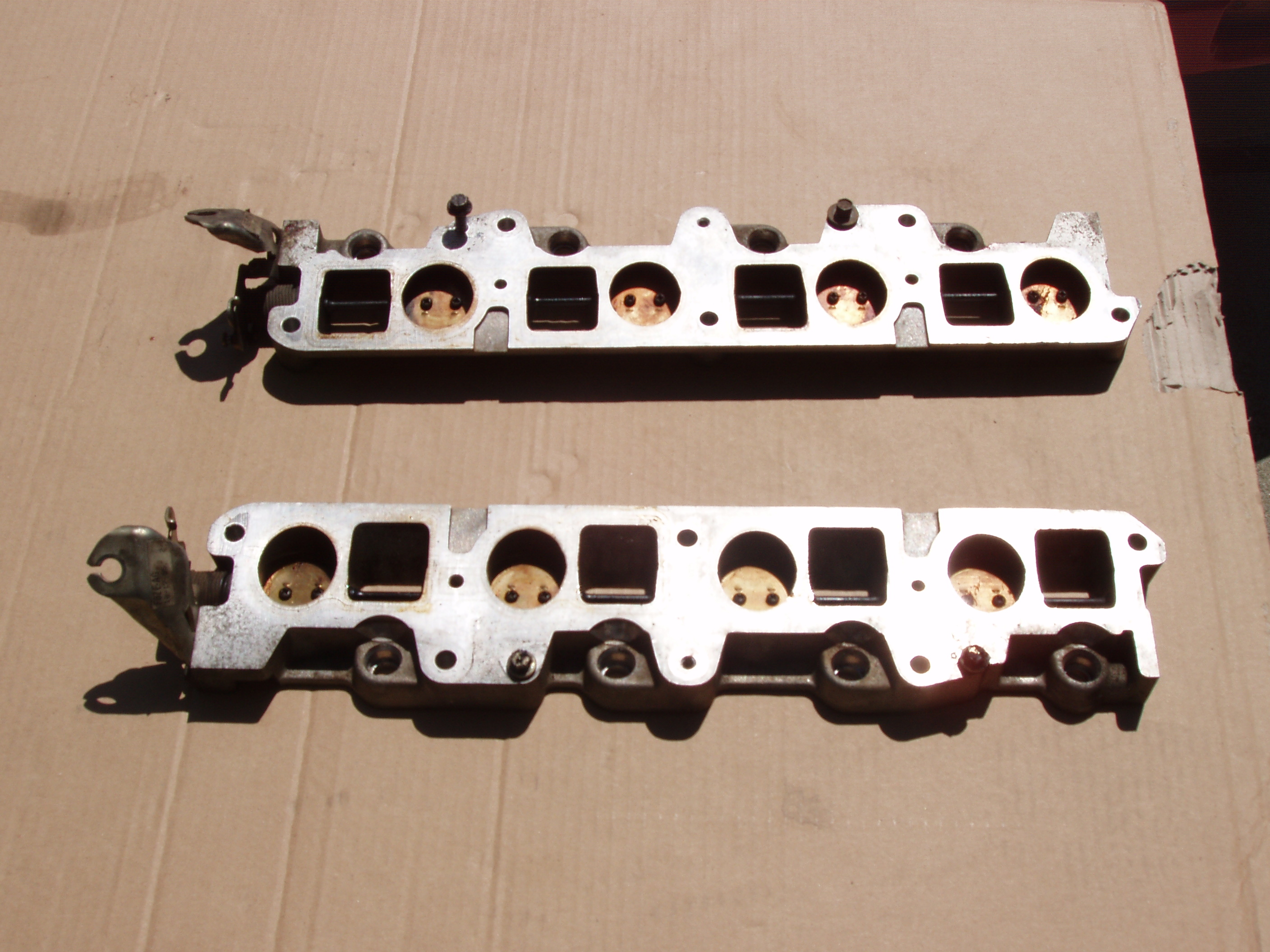
Here are some pictures of my dirty IMRC plates:
1. Use a hammer to set your Phillips screw driver into each IMRC butterfly valve screw as you carefully break each one loose.
2. Unhook the IMRC linkage return spring.


3. Remove the IMRC cable and stop bracket.

4. Now it is time to remove the IMRC butterfly valve plates. The ends of the screws are staked by having their ends smashed. It looks like they used a vice grip to flatten the end of the screw. I used my vice grip to squeeze the end of each screw till it was about round again. This made the removal of the screws relatively easy. But you do not want to mess up the heads of the screws, because they will be very difficult to remove if you do. After you get the two screws out for each butterfly valve plate, you can pull the plate out of the hole.

5. Pull the rod out of the IMRC plate.

6. Pull the three brass springs out of their respective slots in each IMRC plate. Then clean the plates in preparation for plugging the holes in the side of each port. Without this the engine would have a heck of a vacuum leak. Here are the cleaned disassembled IMRC plates: (note the IMRC rod's bearings are left in place.)

7. There are three alternatives for plugging the holes going through the ports that I have been able to find. The first is to use epoxy. I would not use epoxy, unless my IMRC plates were the composite ones from a '98 Cobra, although a lot of people report positive results.. The '96 and '97 Cobras had aluminum IMRC plates as shown in my pictures above. The second is to buy hex set screws that will fit into the holes, and use them to cut some threads into the holes, then back them out and use green Loctite to glue them in. The third is to get the holes TIG welded, which is what I chose. Here are the pictures of the welded IMRC plates.




6/30/09 Note: I just realized that the KB Open House manifold is just above the IMRC plates, so I did not need to weld up the holes between the runners, only the ones on the end. Duh! Could have saved myself some money. Looks good though.
8. After the epoxy is dry or the TIG welding is done, you will need to grind off the extra material to ensure a nice straight surface for minimal interference. Any casing flash should also be removed. There is also a significant lip between the cast and machined part of the round secondaries where the butterfly valves seal. That lip (pictured below) should also be ground down. I like the surfaces of the intake ports to be a bit rough to promote better fuel atomization, so I will be roughing up the machined portions of the round secondary ports with coarse grit sandpaper rolls. (If I were working the exhaust ports, I'd be polishing them to near mirror finish.) If I had time, I'd port match the IMRC plates and the KB Openhouse manifold, but I do not have time for that on this project.

9. I used a fiberglass based cutoff wheel in my Dremel tool to do the rough grinding to take down the welds in the ports. Then I used a standard Dremel tool large sanding drum to smooth the middle parts of the rectangular ports, and the small drum to get into the corners. I did the final sanding by hand with 60 grit sandpaper.

Unfortunately, on one port, I broke through to the hole on one of the ports while doing the rough grinding. But here are pictures that illustrate what the rough grinding results look like on the round port, and what the finished rectangular port looks like. You can also see the break through. The shop was good enough to re-weld it for me today.



I rough-ground the repaired port again and then smoothed and sanded the rest of the ports on that plate. At this point, I have one plate done and one to go.




I rough ground the ports on the other plate, broke through on a couple more holes and had to get them re-welded. I got them back and ground and sanded them to be similar to the first plate.
The TIG welding warped the plates a little bit and I slipped with the Dremel tool a couple of times, so I took them back to the machine shop to have them milled flat again. At this point the IMRC delete plates are done.

If you want to see the reinstallation, you can go here.